برش لیزری فلزات دقیقا چه فرایندی است؟
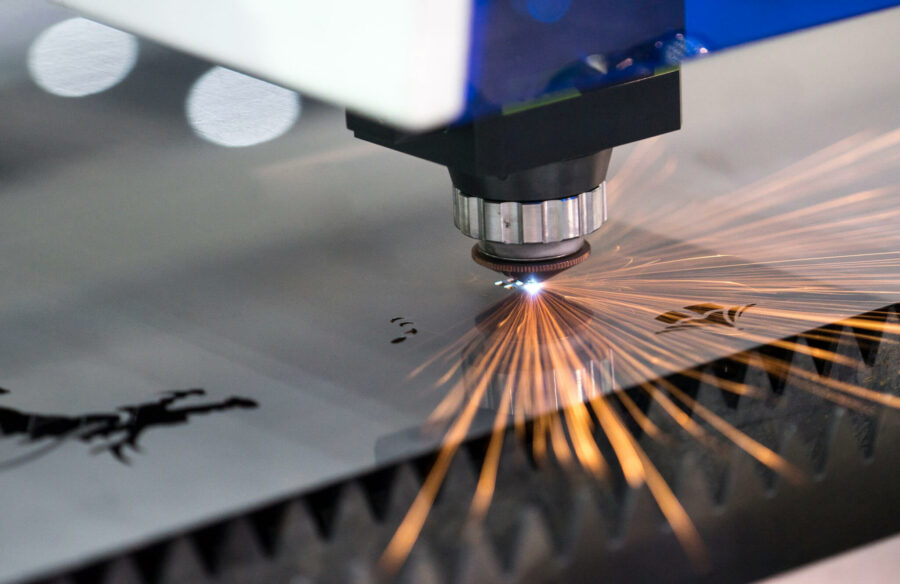
تصور کنید یک تیغ جراحی فوقدقیق که با نور کار میکند، بدون اینکه حتی سطح فلز را لمس کند، آن را با دقت میلیمتری میبرد. این خلاصه ای از قدرت برش لیزری است. برش لیزری فلزات یکی از پیشرفته ترین فناوریهای حال حاضر در صنایع فلزی است. در این روش، اشعه ای متمرکز از نور لیزر به سطح فلز تابیده شده و با تولید حرارت بسیار زیاد، فلز را در نقطهی تماس ذوب یا بخار میکند.
در دنیایی که در ساخت قطعه صنعتی دقت، سرعت و کیفیت اهمیت حیاتی دارند، لیزر پاسخ نهایی است. این فناوری نهتنها خطوطی تمیز و بینقص ایجاد میکند، بلکه میتواند طرح های پیچیده و منحنیهای ریز را با نهایت جزئیات برش دهد. اگر بخواهیم یک قیاس ساده بزنیم، برش لیزری همانند قلموی یک هنرمند در دنیای مهندسی فلزات است.
مزایای باورنکردنی برش لیزری فلزات
اگر هنوز در انتخاب بین روشهای سنتی و لیزری شک دارید، نگاهی دقیقتر به مزایای برش لیزری، هرگونه تردیدی را از بین خواهد برد:
• دقت میلیمتری
برش لیزری دقتی را فراهم میکند که در روشهای مکانیکی تقریباً دستنیافتنی است. دستگاههای لیزر میتوانند با خطای کمتر از ۰.۱ میلیمتر، فلزات را برش دهند.
• سرعت خارقالعاده
در تولید انبوه، هر ثانیه اهمیت دارد. برش لیزری بهراحتی میتواند قطعات پیچیده را در زمانهایی کوتاهتر از روشهای دیگر آماده کند.
• لبههای بدون پلیسه
یکی از مشکلات رایج در برش مکانیکی، وجود لبههای زبر و پلیسهدار است. اما لیزر، به لطف حرارت کنترلشده و تمرکز نور، برشی بسیار صاف و بدون نیاز به پرداخت ثانویه ایجاد میکند.
• بدون تماس، بدون فرسایش
از آنجایی که لیزر با فلز تماس فیزیکی ندارد، هیچگونه سایش یا خوردگی ابزار وجود ندارد. این یعنی دوام بیشتر دستگاه و قطعات مصرفی کمتر.
• کاهش ضایعات متریال
دقت بالا و عرض برش کم (Kerf) باعث میشود کمترین مقدار فلز در حین برش از بین برود. در پروژههایی با متریال گرانقیمت مثل تیتانیوم یا مس، این موضوع اهمیت زیادی دارد.
فلزاتی که عاشق برش لیزر هستند!
یکی از جذابترین ویژگیهای برش لیزری، انعطافپذیری بالا در مواجهه با متریالهای مختلف است. در ادامه، با فلزاتی که بیشتر با لیزر سر و کار دارند آشنا میشویم:
| نوع فلز | ویژگیها و نکات برش لیزری |
| فولاد کربنی | مناسب برای ضخامتهای بالا، لبههای تمیز، قابل جوشکاری آسان |
| فولاد ضد زنگ | بدون تغییر رنگ، مناسب صنایع غذایی و دارویی، مقاوم در برابر خوردگی |
| آلومینیوم | بازتاب بالا، نیازمند لیزرهای توان بالا و گاز نیتروژن، سبک و مقاوم |
| مس و برنج | چالشبرانگیز اما ممکن، با استفاده از فیبر لیزر توان بالا |
| تیتانیوم | نیازمند کنترل دقیق گاز محافظ، کاربردی در صنایع هوافضا و پزشکی |
همانطور که میبینید، برش لیزری تقریباً با هر فلزی میتواند کار کند. فقط کافیست توان دستگاه، نوع گاز کمکی و سرعت برش به درستی تنظیم شوند تا نتیجهای ایدهآل حاصل شود.

مقایسه برش لیزری با دیگر روشها: مسابقه تکنولوژیها
برای آنکه بهتر متوجه شویم برش لیزری فلزات در برابر دیگر روشهای برش چه جایگاهی دارد، نگاهی مقایسهای به تکنولوژیهای رایج در صنعت بیندازیم:
| ویژگیها | برش لیزری | برش پلاسما | برش مکانیکی | برش واترجت |
| دقت | بسیار بالا | متوسط | پایین | بالا |
| کیفیت لبه | صاف و تمیز | متوسط | زبر و نیاز به پرداخت | خوب |
| سرعت | بالا | بسیار بالا | پایین | متوسط |
| ضخامت قابل برش | تا ۳۰ میلیمتر | تا ۵۰ میلیمتر | تا ۱۰ میلیمتر | تا ۱۵۰ میلیمتر |
| مصرف انرژی | متوسط | بالا | پایین | بسیار بالا |
| مناسب برای فلزات نرم | عالی | خوب | متوسط | عالی |
| نیاز به تجهیزات جانبی | کم | متوسط | زیاد | زیاد |
همانطور که جدول بالا نشان میدهد، لیزر در بسیاری از پارامترها نسبت به روشهای دیگر برتری دارد، مخصوصاً زمانی که کیفیت و دقت اولویت اصلی هستند.
پشت صحنهی یک برش لیزری دقیق: تکنولوژی چگونه کار میکند؟
وقتی صحبت از دقت بالا در برش فلزات میشود، باید از مکانیزم عملکرد لیزر پرده برداریم. در اصل، دستگاه برش لیزری از ترکیب سه عنصر کلیدی استفاده میکند: منبع تولید لیزر، عدسی متمرکزکننده پرتو، و سیستم کنترل حرکتی.
• منبع تولید لیزر
لیزرها از منابع مختلفی تولید میشوند، از جمله CO2، فایبر و Nd:YAG. هرکدام ویژگیهای خاص خود را دارند. مثلاً لیزر فایبر برای فلزات نازک با سرعت بالا بسیار مناسب است، در حالیکه CO2 برای متریالهای غیرفلزی نیز قابل استفاده است.
• عدسی متمرکزکننده (Focusing Lens)
پرتو لیزر پس از تولید، به کمک یک عدسی خاص در نقطهای بسیار کوچک متمرکز میشود. این تمرکز باعث افزایش شدید دما در آن نقطه شده و فلز ذوب یا بخار میشود. دمای ایجاد شده گاهی تا ۱۵۰۰ درجه سانتیگراد هم میرسد!
• گاز کمکی
برای بهبود کیفیت برش و بیرون راندن مواد مذاب، از گازهایی مانند اکسیژن، نیتروژن یا هوا استفاده میشود. مثلاً اکسیژن به تسریع واکنش برش کمک میکند، در حالی که نیتروژن برای برشهای بدون سوختگی کاربرد دارد.
• سیستم حرکتی CNC
تمامی حرکات دستگاه، از طریق یک سیستم کنترل عددی (CNC) هدایت میشود. این سیستم میتواند طرحهایی بسیار پیچیده را با دقت بالا اجرا کند. کافیست فایل DXF یا DWG را وارد کنید تا دستگاه لیزر اجرای آن را آغاز کند.
برش لیزری دستی یا اتومات؟ مزایا و معایب هر کدام
در دنیای برش لیزری، دستگاهها به دو دسته کلی تقسیم میشوند: دستی و تماماتومات. بسته به نوع پروژه، بودجه و حجم تولید، هرکدام مزایا و معایب خاص خود را دارند.
| ویژگیها | دستگاه دستی | دستگاه اتوماتیک |
| دقت | متوسط | بسیار بالا |
| سرعت | پایین | بالا |
| هزینه اولیه | کمتر | بیشتر |
| مناسب برای | تولید کم یا کارگاههای کوچک | تولید انبوه و پروژههای صنعتی |
| نیاز به اپراتور | بله | حداقل (حتی بدون اپراتور) |
| سفارشیسازی | بالا | نیازمند تنظیمات سیستمی |
| قابلیت برش طرح پیچیده | محدود | بسیار پیشرفته |
دستگاههای دستی برای کارگاههایی که تیراژ پایینتری دارند گزینه مناسبی هستند، ولی برای تولیدات صنعتی، اتوماسیون حرف اول را میزند. در دستگاههای پیشرفته، تنها کافیست فایل CAD را بارگذاری کنید و دستگاه، کل عملیات را با دقت میلیمتری اجرا میکند.

آیا برش لیزری برای کار شما مناسب است؟
پاسخ این سؤال بستگی به نوع پروژه، جنس متریال، بودجه و تیراژ تولید دارد. اما اگر بهدنبال برشی دقیق، تمیز، سریع و بدون نیاز به پرداخت اضافی هستید، برش لیزری گزینهای بیرقیب است.
بهخصوص اگر:
- طرحهای پیچیده دارید
- حجم کاری بالا دارید
- متریالهای متنوعی استفاده میکنید
- به زمان و کیفیت خروجی اهمیت میدهید
در این صورت، لیزر نهتنها مناسب است، بلکه احتمالاً بهترین انتخاب برای شماست.
هزینه واقعی برش لیزری: آیا ارزشش را دارد؟
در نگاه اول، ممکن است تصور شود برش لیزری یک روش گرانقیمت است. اما اگر نگاهی دقیقتر به ماجرا بیندازیم، میبینیم که هزینهی نهایی اغلب کمتر از روشهای دیگر درمیآید. چرا؟ به دلایل زیر:
• کاهش عملیات ثانویه
در بسیاری از روشهای سنتی، پس از برش، نیاز به عملیاتهایی نظیر سنگزنی، صافکاری یا تمیزکاری لبهها وجود دارد. اما لیزر با لبههایی بینقص، این مراحل را حذف میکند.
• کاهش ضایعات متریال
ضخامت کم خط برش و دقت بالا، منجر به بهینهسازی چیدمان قطعات (Nesting) میشود و از پرت مواد جلوگیری میکند.
• زمان تولید کمتر
سرعت بالای دستگاههای لیزری، موجب کاهش چشمگیر زمان تولید میشود. برای تولیدات تیراژ بالا، این موضوع نقش کلیدی در کاهش هزینههای تمامشده دارد.
• نیاز کمتر به نیروی انسانی
در دستگاههای اتوماتیک، اپراتور فقط نقش نظارت دارد. این یعنی کاهش هزینههای نیروی کار.
اگر تمام این عوامل را کنار هم بگذاریم، متوجه میشویم که هزینهی اولیهی بیشتر، در واقع یک سرمایهگذاری است که بهسرعت بازدهی خواهد داشت.
نکات طلایی برای گرفتن خروجی حرفهای از برش لیزری
داشتن دستگاه خوب شرط لازم است، اما کافی نیست. برای رسیدن به بهترین نتیجه، باید چند اصل ساده اما کلیدی را رعایت کرد:
۱. همیشه متریال را تمیز کنید
آلودگی سطح فلز، باعث سوختگی و کاهش کیفیت برش میشود. مخصوصاً در آلومینیوم یا فولاد ضدزنگ، پاکسازی اولیه بسیار مهم است.
۲. از گاز مناسب استفاده کنید
نیتروژن، اکسیژن یا حتی هوا، هرکدام کاربرد خاص خود را دارند. استفادهی اشتباه از گاز کمکی، میتواند باعث زرد شدن، سوختگی یا برش ناقص شود.
۳. فاصله کانونی را دقیق تنظیم کنید
لنز باید در فاصله مشخصی از سطح متریال قرار بگیرد تا پرتو در نقطهی مناسب متمرکز شود. حتی ۱ میلیمتر خطا، ممکن است کیفیت برش را به شدت پایین بیاورد.
۴. فایل طراحی را دقیق بسازید
حتماً از نرمافزارهای استاندارد مثل AutoCAD استفاده کنید. فایلهای ناقص یا دارای خطوط باز میتوانند باعث توقف ناگهانی عملیات شوند.

دستگاههای برش لیزری ایرانی یا خارجی؟ کدام بهتر است؟
یکی از پرسشهای رایج در میان خریداران دستگاههای لیزر این است که «بین برندهای ایرانی و خارجی کدام را انتخاب کنیم؟». هر دو گزینه مزایا و معایب خود را دارند:
| ویژگیها | دستگاه ایرانی | دستگاه خارجی |
| قیمت اولیه | مناسبتر | بالاتر |
| خدمات پس از فروش | در دسترستر | گاهی محدود یا سختگیرانه |
| کیفیت ساخت | قابل قبول (بسته به برند) | بسیار بالا |
| قطعات یدکی | موجود در بازار داخلی | ممکن است وارداتی باشند |
| نرمافزار کنترل | ساده و بومیسازیشده | پیچیدهتر اما حرفهایتر |
| تطابق با برق و شرایط محیطی | بله | نیازمند تنظیمات بیشتر |
اگر پروژه شما به دقت و سرعت فوقالعاده بالا نیاز دارد و بودجه بالاتری دارید، دستگاههای خارجی برندهایی مثل TRUMPF یا Bystronic انتخاب خوبی هستند. اما برندهای معتبر ایرانی نیز در سالهای اخیر کیفیت خود را بهطور چشمگیری افزایش دادهاند.
اشتباهات مرگبار در برش لیزری که باید از آنها دوری کرد
حتی با پیشرفتهترین دستگاهها، یک خطای انسانی کوچک یا تنظیم نادرست میتواند کل فرآیند برش را زیر سؤال ببرد. در این بخش، برخی از رایجترین اشتباهاتی که حتی حرفهایها هم ممکن است مرتکب شوند را بررسی میکنیم:
• انتخاب نادرست پارامترها
سرعت برش، توان لیزر، نوع گاز و فشار آن باید متناسب با جنس و ضخامت فلز تنظیم شوند. برای مثال، استفاده از اکسیژن برای فولاد ضدزنگ میتواند باعث سوختگی لبه شود.
• استفاده از لنز کثیف
لنز دستگاه باید همیشه تمیز باشد. وجود گرد و غبار یا لکه میتواند مسیر پرتو لیزر را منحرف کرده یا باعث افت توان خروجی شود.
• برش بدون تست اولیه
هیچگاه یک فایل جدید را مستقیماً روی قطعه اصلی اجرا نکنید. همیشه یک تست اولیه روی یک قطعه اضافی انجام دهید تا از صحت تنظیمات مطمئن شوید.
• عدم نگهداری دورهای
دستگاههای لیزر هم مانند خودروها نیاز به سرویس دارند. تمیز نکردن فیلترها، مسیرهای نوری، یا سهلانگاری در روغنکاری محورها، عمر دستگاه را به شدت کاهش میدهد.
پرسشهای متداول در خصوص برش لیزری فلزات
۱. آیا برش لیزری فقط برای فلزات کاربرد دارد؟
خیر. هرچند تمرکز این مقاله روی فلزات بود، اما لیزر میتواند چوب، پلکسی، پارچه، کاغذ و بسیاری از متریالهای دیگر را نیز برش دهد.
۲. حداکثر ضخامت قابل برش با لیزر چقدر است؟
بسته به توان دستگاه و نوع فلز، تا حدود ۳۰ میلیمتر قابل برش است. برای فلزات نازکتر، کیفیت برش حتی بهتر است.
۳. کدام گاز برای برش استیل بهتر است؟
نیتروژن بهترین انتخاب برای استیل ضدزنگ است چون از اکسید شدن و سوختگی لبهها جلوگیری میکند.
۴. آیا میتوان برش لیزری را روی قطعات آماده انجام داد؟
بله، اما نیاز به فیکس کردن دقیق قطعه و بررسی شرایط سطحی آن دارد. هرگونه خمیدگی یا آلودگی، نتیجه را خراب میکند.
۵. هزینه برش لیزری به چه عواملی بستگی دارد؟
عواملی مانند ضخامت فلز، نوع متریال، پیچیدگی طرح، متراژ برش، نوع گاز مصرفی و زمان صرفشده از جمله عوامل تعیینکننده در قیمت نهایی هستند.
نظرات کاربران